
Das Bett Leveling ist für das Haften oder nicht Haften des Filament auf der Druckplatte mit einer der wichtigsten Faktoren. Eingestellt wird der Düsenabstand zum Druckbett mithilfe eines stückchens Papier, das unter der Düse hin und herbewegt wird während man die Druckplatte an den Schrauben einstellt, bis man einen leichten Widerstand spürt. Diese Methode ist allerdings nicht sehr genau und wiederholbare Ergebnisse sind unmöglich. Besser klappt das mit einer Messuhr und dafür brauchen wir einen Messuhrhalter.
Im Internet kursieren auch die verschiedensten Halter dafür. Doch die Befestigung am Druckkopf gefiel mir nicht. Meistens ist die Messuhr und der Taster außerhalb des Druckkopfes und stößt damit am Rand an (beim Kalibrierprogramm). Ich integriere stattdessen die Messuhr in den Druckkopf hinein. So ist diese nicht im Weg und ich messe direkt neben der Düse.
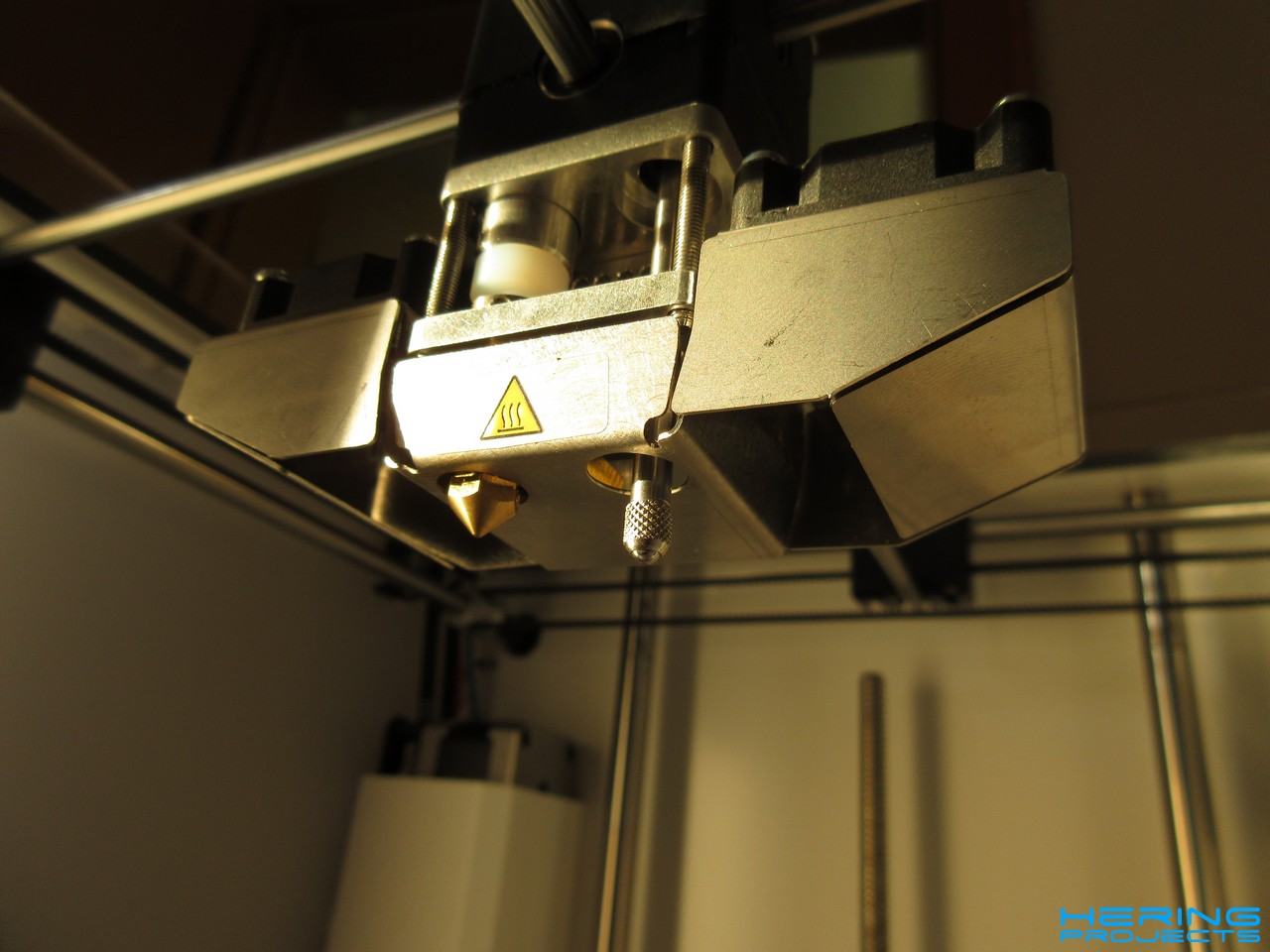
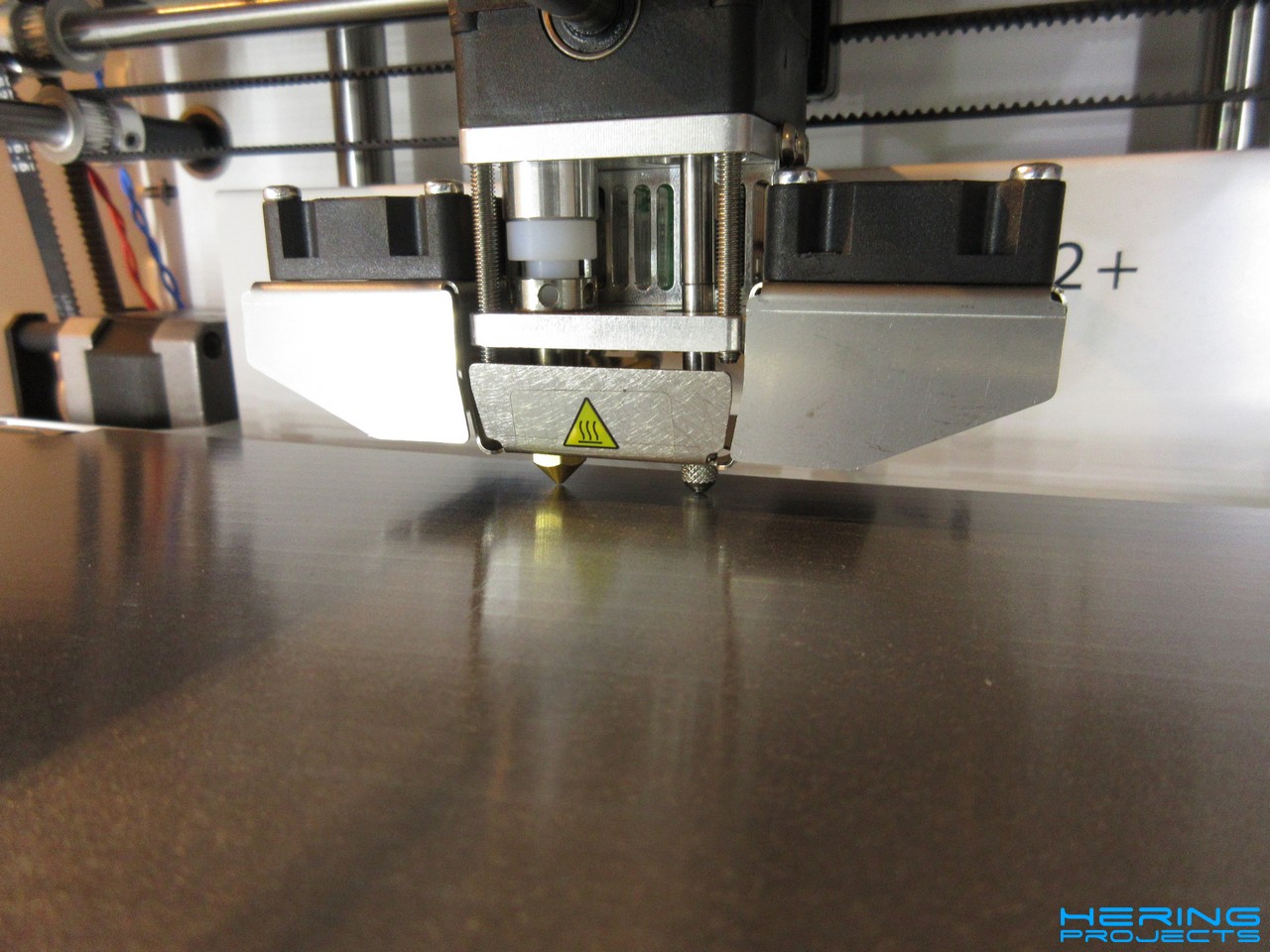
Dafür nutze ich die zweite Aussparung beim Druckkopf des Ultimaker 2+ (Eigentlich für einen zweiten Extruder vorgesehen den ich aber nicht benötige)
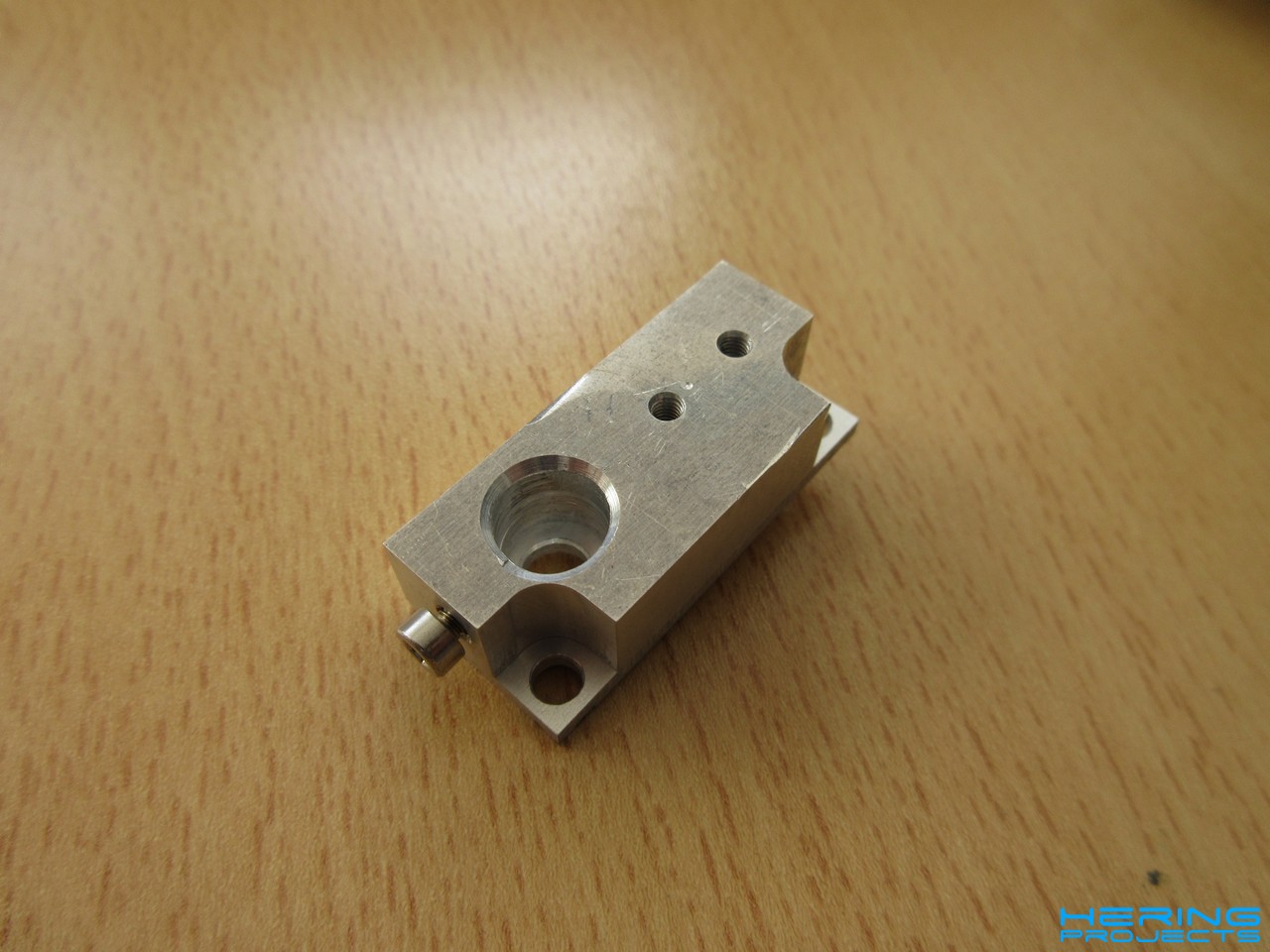
Eine Aluminiumplatte und ein 10×10 Alu Profil sind für diesen Halter nötig. Bei mir waren das Reststücke die ich gerade noch rumfliegen hatte. Die Messuhr wird in den Halter bis zum Anschlag (Alu Platte) eingeschoben und mit der Schraube festgeklemmt. Nach der Messung kann die Messuhr entnommen werden, der Halter bleibt auf dem Druckkopf. Dadurch sitzt die Messuhr bei jeder Messung an der selben Stelle mit der selben Tiefe.
Messuhrhalter anfertigen
Wie immer erst einmal am Computer erstellt…
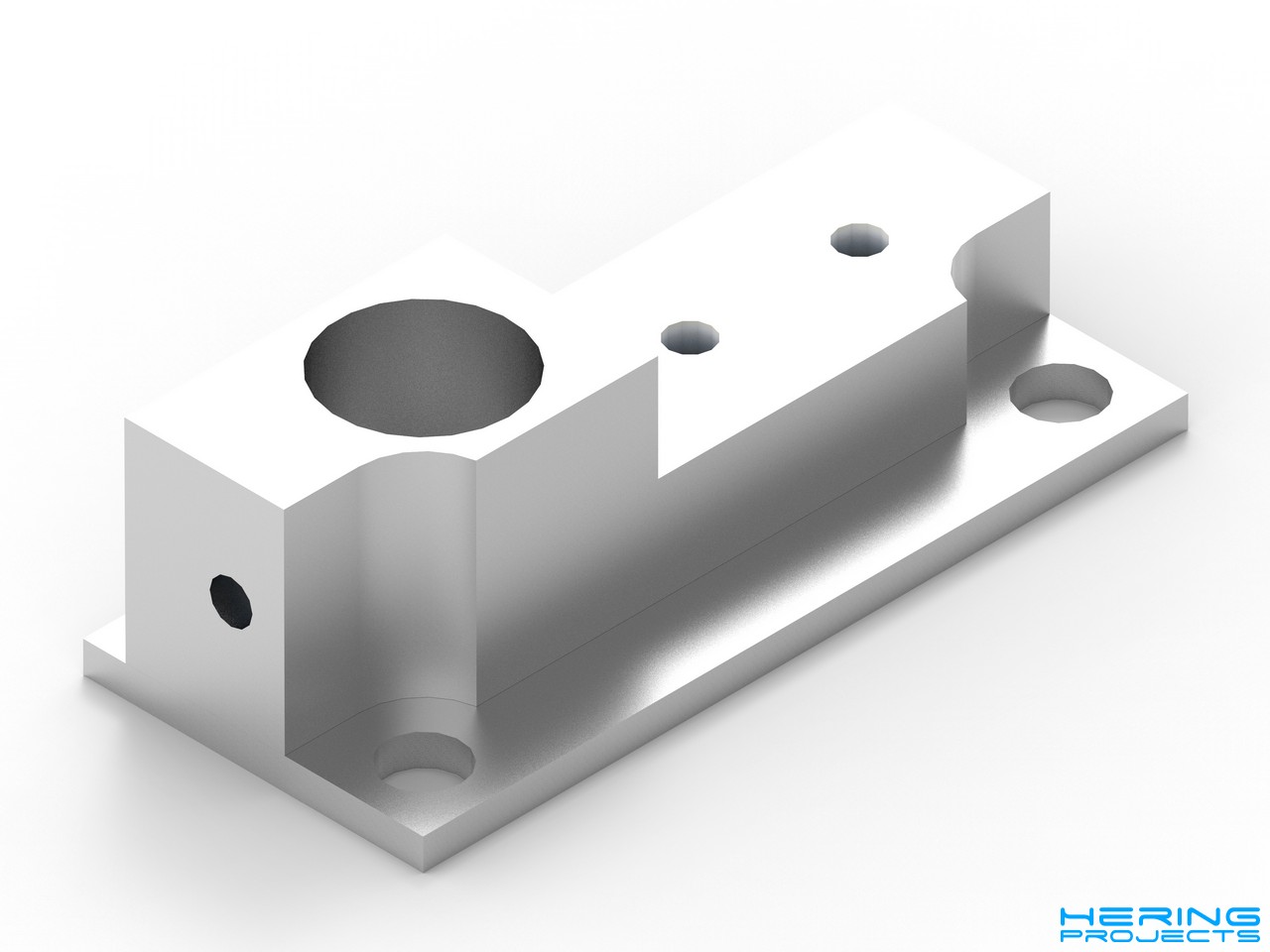
…und anschließend mit meiner kleinen handbetriebenen Fräse das 10×10 Alu Profil bearbeitet. Die Bodenplatte wird dann mit M2,5 Zylinderkopfschrauben an das Aluprofil geschraubt.


Der Druckkopf des Ultimaker muss noch bearbeitet werden. Genauer gesgagt die Deckelplatte. Erst einmal den Druckkopf demontieren, dann den Abstand des schon vorhandenen Loches zu den Seiten ausgemessen und auf die andere Seite übertragen. Anschließend bohren. Hier am besten mit einem Stufenbohrer arbeiten. Dadurch lässt sich das Loch feinfühlig auf die benötigte Größe (8mm) bringen.

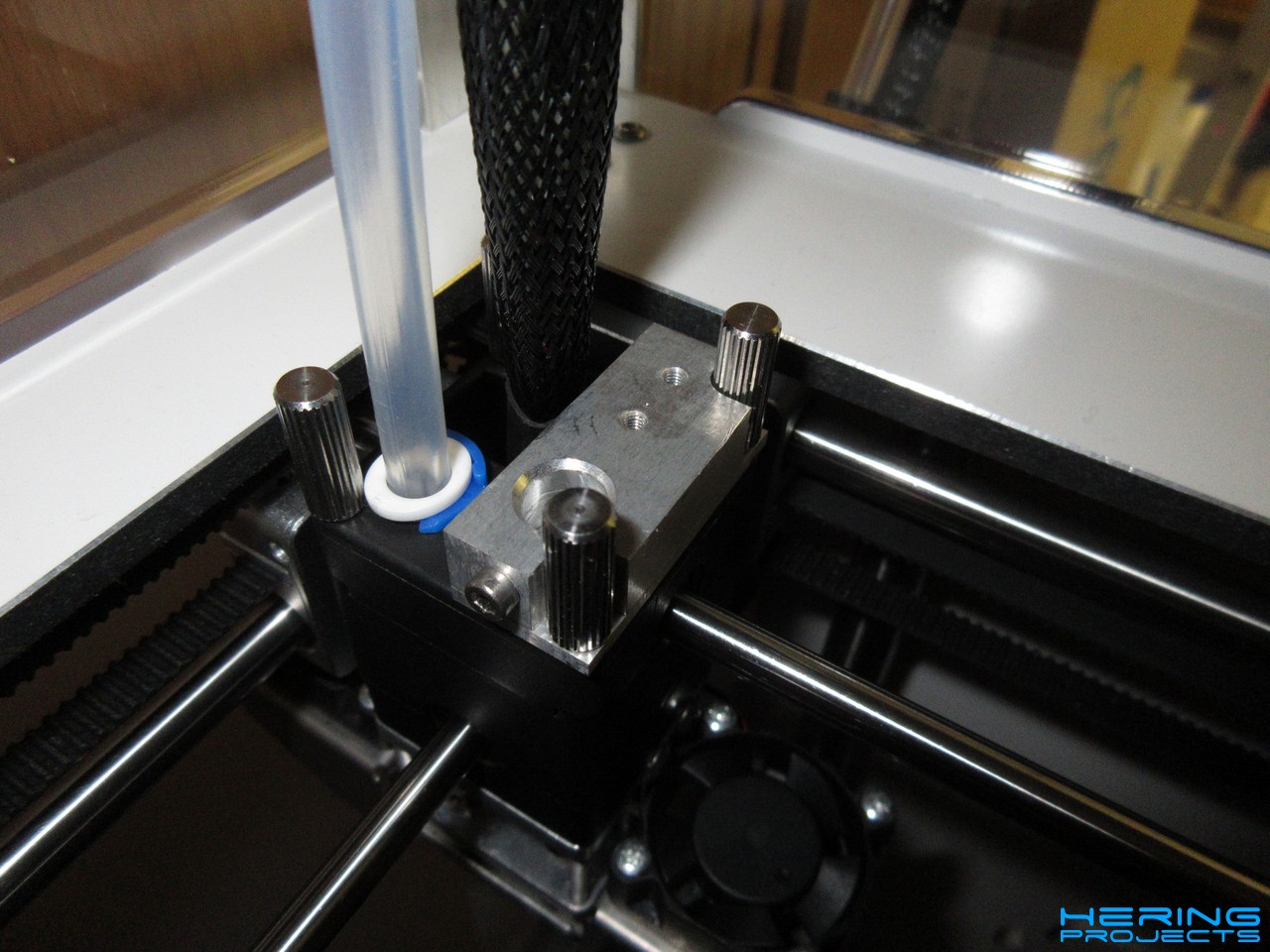
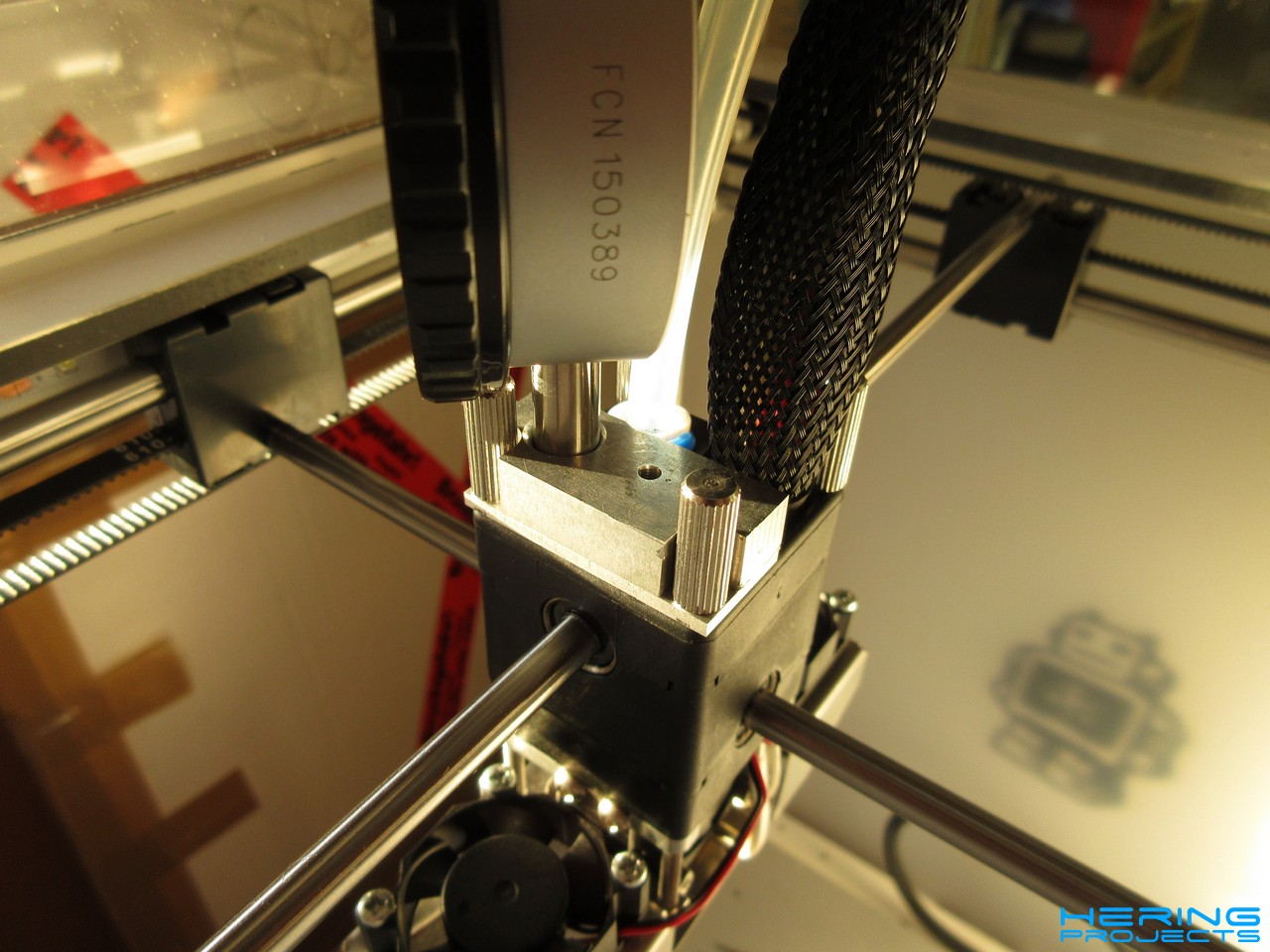
Nachdem der Druckkopf wieder komplett zusammengebaut wurde, die beiden rechten Schrauben wieder entfernen (oder gar nicht erst verschrauben), den Messuhrhalter aufsetzen und die Schrauben durch den Messuhrhalter stecken und festziehen. Die Originalschrauben vom Ultimaker Druckkopf sind dafür ausreichend lang.
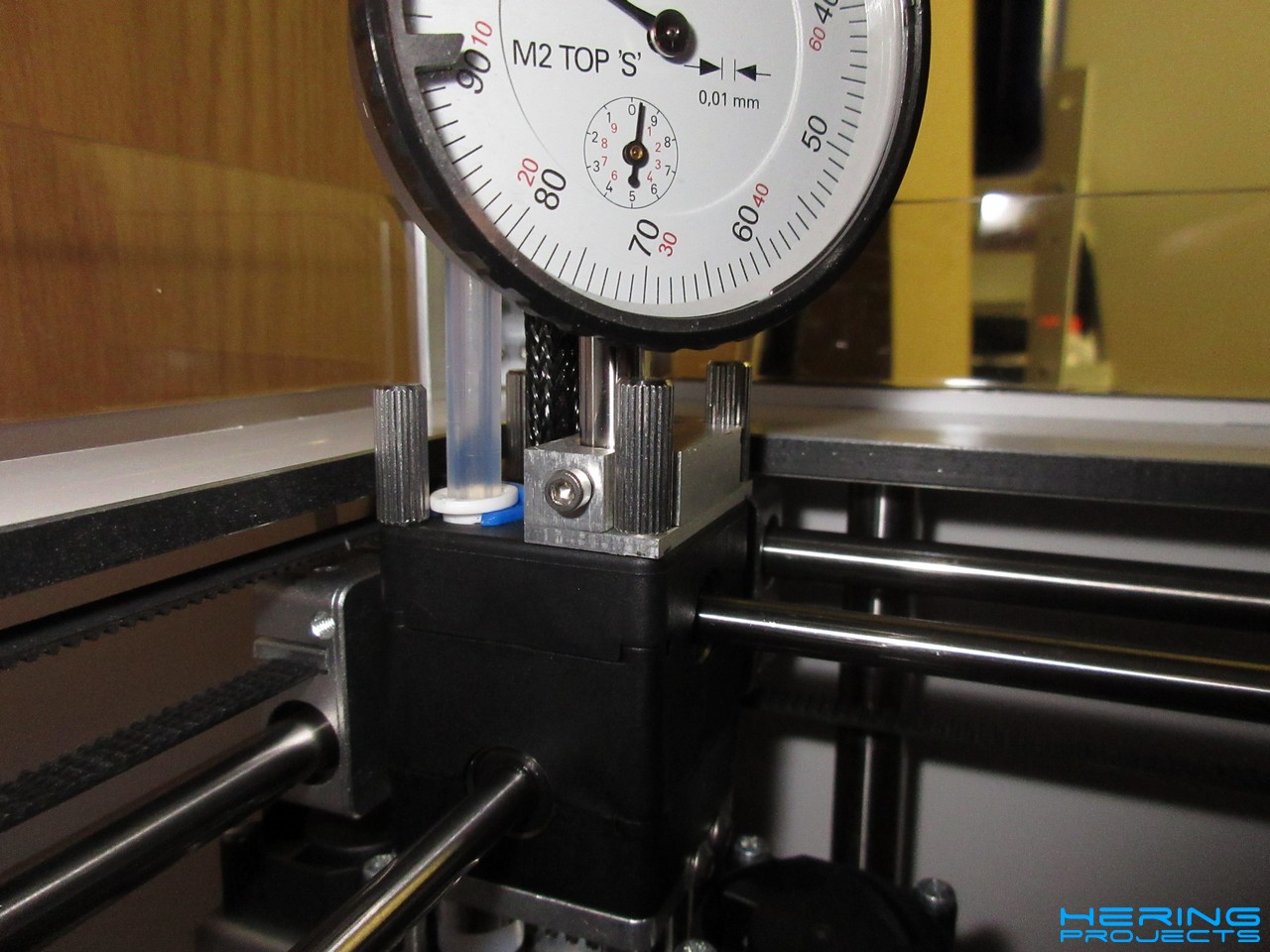
Anschließend die Messuhr in den Halter einsetzen und die vordere Schraube leicht festziehen. Als Messuhr kommt bei mir eine „0815“ Messuhr mit 8mm Aufnahmeschaft zum Einsatz mit passenden Verlängerungen (50mm und 20mm) des Tastkopfes. Der Tastkopf ragt damit ca. 1cm über die Nozzle hinaus.

Bett Leveln
Jetzt kann das Bett Leveling beginnen. Programm am Ultimaker starten, das Bett wie gewohnt mit einem Blatt Papier einrichten.
Beim Ultimaker 2+ werden insgesamt 3 Messpunkte abgefahren. Hinten in der Mitte und vorne rechts und links. Zuerst den hinteren Messpunkt wie sonst auch mit einem Blatt Papier „einmessen“ (solange mit dem Blatt hin- und herfahren, bis ein leichter Widerstand zu spüren ist) dann den Messwert der an der Messuhr angezeigt wird irgendwohin aufschreiben. Die beiden vorderen Messpunkte werden nicht mehr mit dem Blatt Papier eingerichtet, sondern es wird einfach die Messuhr zu Hilfe genommen und der Wert von vorhin an den Stellschrauben eingestellt. Damit habt ihr nun ein Bett, dass perfekt eben eingestellt ist.
Perfekten Abstand herausfinden
Aber ob der Abstand auch wirklich passt lässt sich nur anhand eines Probedrucks feststellen. Also nachdem das Messprogramm beendet ist, die Messuhr aus der Halterung nehmen (der eigentlich Messuhrhalter bleibt aber auf dem Druckkopf), und etwas Drucken. Ich persönlich drucke dazu einfach ein Rechteck das fast so groß ist wie die maximale Druckfläche. Damit lässt sich perfekt erkennen ob a) der Düsenabstand passt und b) die Druckfläche auch eben ist.
Passt der Düsenabstand nicht, einfach Messuhr wieder einspannen, das Messprogramm nochmal starten und je nach Ergebnis des Testdruckes ein- oder zweizehntel Millimeter mehr oder weniger an den Stellschrauben einstellen. Anschließend wieder Drucken. Die Prozedur so lange wiederholen bis man für sich das perfekte Ergebnis erhalten hat. So habe ich auch störrische Druckmaterialien (vor allem ABS) zum perfekten Haften gebracht. Weil entweder hält das ABS gar nicht oder es hält zwar lässt sich nach dem Druck aber fast nur durch Zerstörung des Druckteils wieder vom Druckbett lösen.
Hier noch ein paar Bilder vom Einmessvorgang:
Interessanter Ansatz, mit der Messuhr durch den Druckkopf.
Ich bin auch gerade auf der Suche nach einer Lösung für meinen Ultimaker 2+ Extended.
Hättest du das Teil nicht auch einfach Drucken können, das sollte doch so viel nicht halten müssen?
Gruß
Karsten
Selbstverständlich hätte man die Halterung auch Drucken können, aber Alu erscheint mir in diesem Fall einfach präziser
Eine sehr gute Gute Idee, die Messuhr an dieser Stelle anzubringen. Wäre es möglich die CAD Zeichnung des Aluminiumhalteblocks zu bekommen?